Termografia em rotinas de vibrações – Exemplo prático
Termografia em rotinas de vibrações – Exemplo prático – “já agora”
-
Introdução Termografia em rotinas de vibrações – Exemplo prático – “já agora”
Neste caso prático, vai-se descrever como através da integração da termografia em rotinas de vibrações, este detetou mais uma avaria, com um elevado potencial de gerar uma paragem de produção. Isto ocorreu sem mais carga de trabalho para o inspetor.
Esta avaria era, potencialmente, fortemente penalizadora dos resultados económicos da fábrica.
-
Como juntar a termografia em rotinas de vibrações?
Os programas informáticos integrados de inspeção de vibrações e termografia tornam muito mais prático para um técnico dispor da capacidade necessária para realizar a termografia e a rotinas de vibrações.
No programa informático integrado de vibrações e termografia, na criação de equipamentos e pontos de medida, em cada máquina é criado um ponto de termografia.
Quando se criam as rotas, de inspeção de equipamentos estas inspeções de termografia estão automaticamente incluídas.
Esta inspeção só é efetuada caso o inspetor o considere adequado.
-
O analisador de vibrações como plataforma de integração de tecnologias de manutenção preditiva
Assim as duas tecnologias juntam-se numa única plataforma através da integração da funcionalidade de imagem e análise de imagem num equipamento portátil de vibração.
 |
 |
Neste equipamento, quando se pretende utilizar, a camara de termografia é ligada a uma ficha USB existente na parte de cima do equipamento, como se pode ver nas fotografias.
-
Caso prático – já agora olhou-se para a máquina ao lado
Durante uma rotina de medição de vibrações surgiu uma dúvida. Assim o técnico, como tinha o equipamento de termografia, decidiu fazer uma termografia ao equipamento onde estava a medir vibrações. Não encontrou nada de anormal no equipamento em causa.
Todavia, já que estava com a camara ligada, olhou à volta, para outras máquinas.
Na figura a seguir apresentada vê-se o que identificou. Um cabo de alimentação de um motor ao lado, a 108ºC.
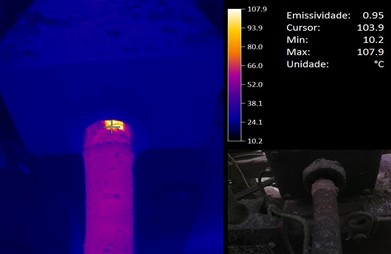
Alertados os responsáveis, a caixa do motor foi aberta para uma inspeção visual.

A caixa do motor tinha muita sujidade e o cabo de uma das fases encontrava-se fortemente degradado. Assim existia o risco de gerar um incêndio.
-
Conclusão
Desta forma, sem mais carga de trabalho, detetou-se mais uma avaria com um elevado potencial de gerar uma paragem de produção fortemente penalizadora dos resultados económicos da fábrica.
Isto foi possível pelo empenho do técnico de inspeção em utilizar todas as tecnologias ao seu alcance e estas estarem disponíveis.