Limites de vibrações
Limites de vibrações – Introdução
Neste artigo fala-se de Limites de Vibrações, em máquinas, de acordo com diversos critérios.
Este artigo faz parte de uma série de artigos incluídos no suporte do Curso sobre Limites de Vibrações
Quando se efetua analise de vibrações em engrenagens, no âmbito de um programa de manutenção preditiva, com um analisador de vibrações é muito importante avaliar corretamente o seu estado.
Os valores medidos pela instrumentação são avaliados com base em critérios e limites para averiguar da condição da máquina. Os sistemas de monitorização e equipamentos de recolha de dados podem automaticamente avaliar os dados com base nos valores medidos.
Os níveis globais de medições são usualmente avaliados em termos de limites; ex., aceitação de equipamento novo e reparado, normal, vigilância e paragem. Estes níveis são comparados durante algum tempo de modo a estabelecer tendências. Os níveis das medidas podem ser expressos como valores de vibração global – pico ou pico a pico; a posição do rotor, a componente de frequência de pico da vibração, e a vibração global ou valor quadrático médio (rms) de banda.
A medida usada deverá ser baseada na sensibilidade da máquina – ou seja, a maior alteração do nível de uma medida, tal coma a velocidade da vibração, deverá ser obtida para uma alteração da condição da máquina.
A velocidade eficaz é normalmente usada para medir a vibração nas caixas das chumaceiras porque contém o deslocamento e a frequência, em simultâneo e é, portanto, uma medida da fadiga. Além disso, a velocidade é o parâmetro dominante na gama de frequências de 10 Hz a 1000 Hz na qual ocorre a maioria das vibrações das máquinas.
O deslocamento é uma boa medida para máquinas com chumaceiras de pelicula de óleo porque determina diretamente o valor da folga na chumaceira usada pela vibração.
A aceleração é utilizada para medir indicadores de avarias que se manifestam nas altas frequências, como sejam a degradação de rolamentos.
O espectro é usado quando se pretende detalhe, principalmente para vigilância. Cada linha de um espectro é comparada, por computador ou manualmente, com um padrão ou com dados iniciais de referência. Os sistemas automáticos de monitorização podem comparar as formas do espectro ponto por ponto e medições globais com os dados iniciais de referência ou com dados de normas.
Normalmente são monitorizadas uma ou mais medidas de vibração (deslocamento relativo, velocidade ou aceleração), dependendo do projeto da máquina. Fatores relacionados com o projeto da máquina e características operacionais que influenciam a condição da máquina incluem a velocidade e a resistência à fadiga do rotor.
Limites de vibrações – A diversidade das máquinas
A cargas na máquina também devem influencia os níveis de vibrações e, portanto, deve ser considerada.
A diversidade do projeto da máquina, instalação e condições de funcionamento tornou impossível o desenvolvimento de normas absolutas, níveis, e linhas de orientação que possam ser usadas em conjunto com sistemas de monitorização de modo a proteger as máquinas. Portanto, apesar dos sistemas que monitorizam a condição da máquina poderem recolher dados precisos muito rapidamente, estes dados têm valor para comparação e interpretação somente se tiverem sido desenvolvidos critérios e limites para uma classe de máquinas ou para uma máquina isolada durante funcionamento.
Contudo, estão disponíveis linhas de orientação gerais, que podem ser usadas para desenvolver critérios e limites. Este capítulo trata das linhas de orientação e técnicas disponíveis atualmente para o desenvolvimento de critérios e limites para máquinas específicas.
Limites de vibrações – Vibrações relativas e absolutas
As linhas orientadoras para níveis de vibração aceitáveis são baseadas em medições de vibrações relativas no veio medições de vibrações absolutas na caixa das chumaceiras.
A vibração relativa do veio é usada para aceder a condição de uma máquina com movimentos relativamente grandes nas chumaceiras e uma elevada razão entre o peso da carcaça e o peso do rotor. Estão incluídas máquinas com chumaceiras de metal antifricção; as exceções são as bombas centrifugadas e alguns geradores.
As vibrações absolutas na cobertura e na caixa da chumaceira são usadas num programa de monitorização da condição para avaliar máquinas com chumaceiras rígidas.
A normalização ISO sobre limites de vibrações (relativas e absolutas) para máquinas especificas
Aqui pode ver um vídeo sobre este tema, “Limites de vibrações em máquinas – uma história da normalização”.
Existe numerosa normalização ISO sobre máquinas especificas entre as quais se salientam as que se vêm na tabela a seguir apresentada.
Tabela Normalização ISO para avaliação de vibrações relativas e absolutas em máquinas
| Tipo de máquina | Número da norma | Descrição |
| Geral | ISO 20816-1:2016 | Vibração mecânica — Medição e avaliação da vibração da máquina — Parte 1: Diretrizes gerais |
| Grupos geradores a rodar a 1500, 1800, 3000 e 3600 RPM | ISO 20816-2:2017 | Vibração mecânica — Medição e avaliação da vibração da máquina — Parte 2: Turbinas terrestres a gás, turbinas a vapor e geradores de mais de 40 MW, com chumaceiras de metal antifricção e velocidades nominais de 1 500 r/min, 1 800 r/min, 3 000 r/min e 3 600 r/min |
| Geral | ISO 20816-3:2022 | Vibração mecânica — Medição e avaliação da vibração da máquina — Parte 3: Máquinas industriais com potência acima de 15 kW e velocidades de operação entre 120 r/min e 30 000 r/min |
| Turbinas a gás com mais de 3 MW | ISO 20816-4:2018 | Vibração mecânica — Medição e avaliação da vibração da máquina — Parte 4: Turbinas a gás acima de 3 MW, com chumaceiras de metal antifricção |
| Grupos geradores de centrais hidroelétricas | ISO 20816-5:2018 | Vibração mecânica — Medição e avaliação da vibração da máquina — Parte 5: Conjuntos de máquinas em usinas de geração de energia hidráulica e armazenamento de bombas |
| Motores alternativos | ISO 10816-6 :1995 | Vibração mecânica – avaliação da vibração da máquina através de medições nas partes não rotativas – parte 6: máquinas alternativas com potência acima de 100 kw |
| Bombas roto dinâmicas | ISO 10816-7:2009 | Vibração mecânica — Avaliação da vibração da máquina por medições em peças não rotativas — Parte 7: Bombas Roto dinâmicas para aplicações industriais, incluindo medições em eixos rotativos |
| Compressores alternativos | ISO 20816-8:2018 | Vibração mecânica — Medição e avaliação da vibração da máquina — Parte 8: Sistemas de compressores alternativos |
| Engrenagens | ISO 20816-9:2020 | Vibração mecânica — Medição e avaliação da vibração da máquina — Parte 9: Engrenagens |
| Turbinas eólicas de vaio horizontal com engrenagens | ISO 10816-21:2015 | Vibração mecânica — Avaliação da vibração da máquina por medições em partes não rotativas — Parte 21: Turbinas eólicas de vaio horizontal com engrenagens |
| Ventiladores | ISO 14694: 2003 | Ventiladores para fins gerais – Parte 7: Especificações para equilibragem e vibrações. |
Cada uma delas merece uma leitura atenta.
A título de exemplo a seguir pode-se ver o critério de velocidade eficaz medida nas caixas das chumaceiras, retirado da ISO 20816-3:2022.
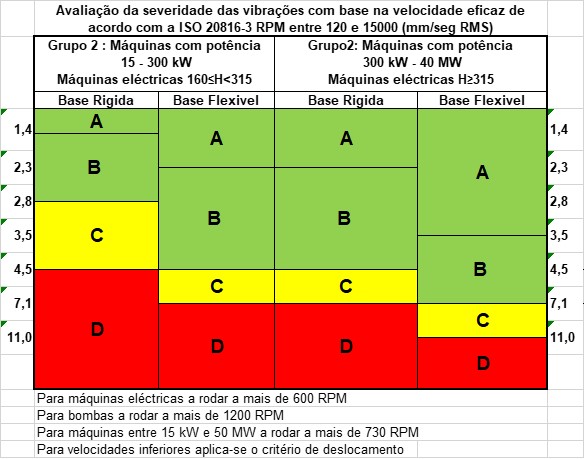
As letras A, B, C e D representam graus de qualidade de vibração, variando de bom (A) a inaceitável (D).
Limites de vibrações – Tipos de critério de avaliação
Existem dois tipos principais de critérios de avaliação:
- Nível da vibração sob condições de operação estáveis
- Mudança no nível da vibração
Este último é o mais fiável quando se trata da implementação de programas de manutenção preditiva com medição de vibrações.
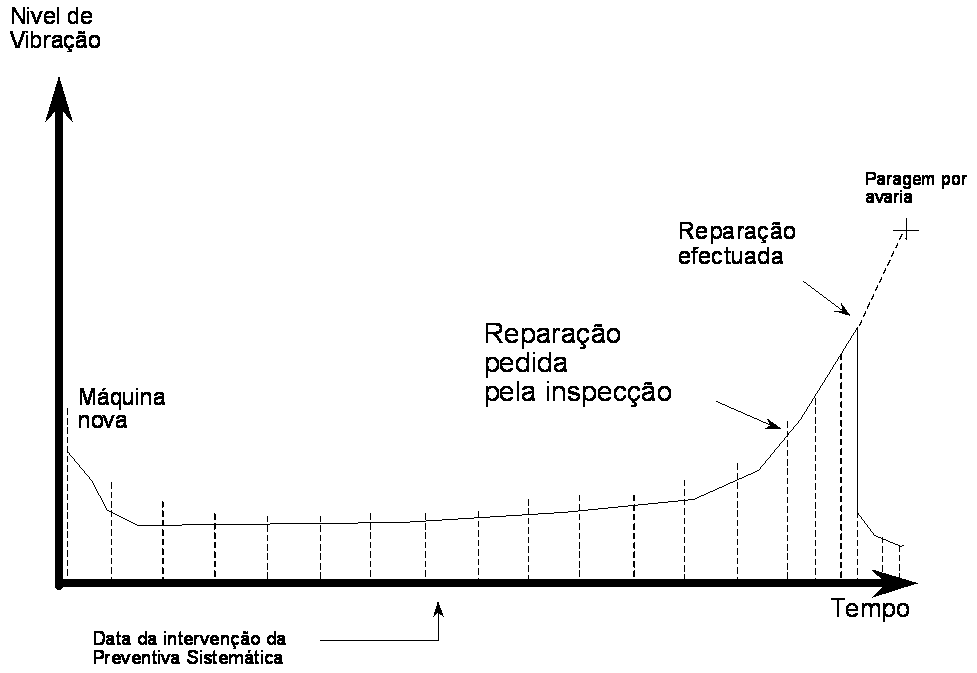
Figura – Avaliação da condição da máquina por mudança no nível da vibração
As características específicas das chumaceiras de metal antifricção
As características das chumaceiras de metal antifricção, tais como a folga diametral também são importantes. A excentricidade é a distância entre o centro do veio em funcionamento e o centro geométrico da chumaceira.
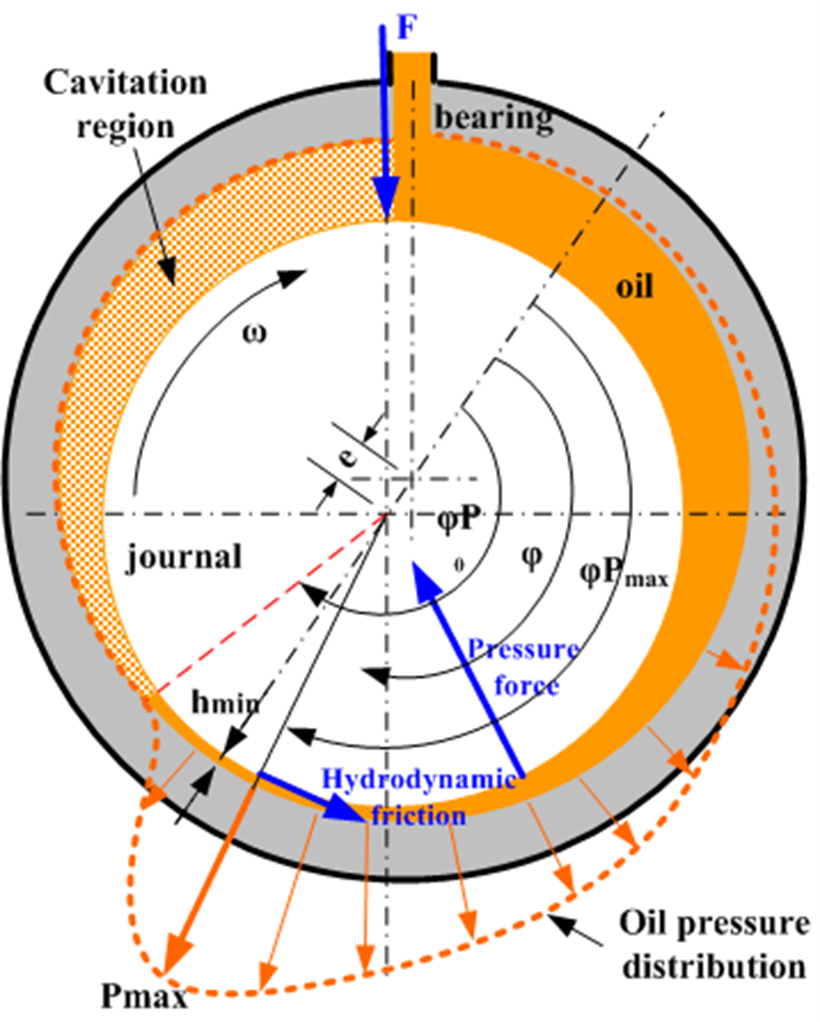
Figura – Geometria de uma chumaceira de metal antifricção
A razão de excentricidade determina onde o moente opera na chumaceira. (a razão de excentricidade em a razão entre a distância entre a linha central do moente e a linha central da chumaceira e a folga radial como se pode ver na figura anterior.
No entanto, ambas podem ser rígidas, quer sejam as chumaceiras de rolamentos ou as de metal antifricção, e a sua flexibilidade com respeito ao resto da máquina é importante.
Limites de vibrações – Outros critérios – vibrações relativas
A vibração do veio é medida com sensores de proximidade nas chumaceiras ou o mais próximo possível. Tais medições são úteis se o movimento relativo tiver a sensibilidade adequada. Uma máquina com rolamentos não é suficientemente sensível.
Se forem usadas duas sondas de proximidade numa chumaceira, pode ser obtido uma órbita do seu movimento, bem como a posição do moente dentro da chumaceira, enquanto a máquina está em operação. As medições com o sensor de proximidade estabelecem a posição de equilíbrio do veio. O sinal dinâmico fornece a posição a cada instante. A partir desta informação, pode ser feito diretamente das medições, uma avaliação precisa da condição da chumaceira.
Uma orientação para avaliar da vibração no veio baseada nas medições nas chumaceiras é mostrada na figura a seguir. São dados os limites normal, de vigilância e de paragem.
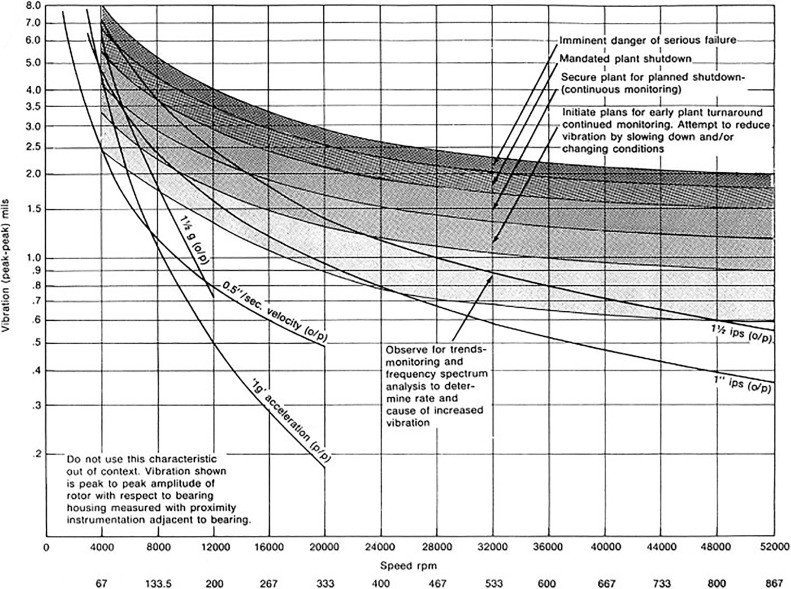
Figura – Diagrama Dresser-Clark para medição de vibração relativa do veio em turbo máquinas com sondas de proximidade
Limites de vibrações – Vibrações relativas e folgas nas chumaceiras
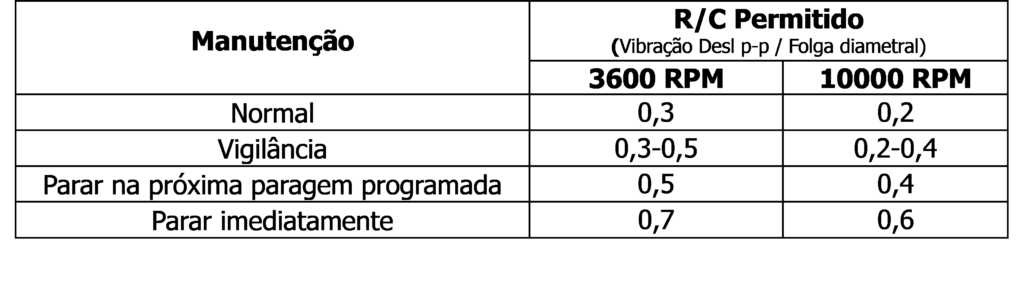
Um método amplamente usado para avaliar a vibração do moente num apoio de escorregamento é o de comparar a vibração relativa do rotor com a folga no rolamento. A tabela a seguir relaciona a folga do moente, a velocidade do rotor, e a vibração relativa para ações de manutenção recomendadas. O rácio R/C da vibração relativa medida R (em μms pico a pico) e a folga diametral C (em μms pico a pico) do rolamento está calculado e identificado na tabela a seguir em concordância com a velocidade da máquina. A folga diametral é a diferença entre o diâmetro da chumaceira e o diâmetro do moente do veio.
Tabela – Avaliação da vibração do rotor/chumaceira
Outros critérios – vibração absoluta
Nas máquinas com chumaceiras de rolamentos, as forças vibratórias são transmitidas à carcaça através dos rolamentos. As medições da vibração deverão ser feitas nas caixas das chumaceiras, o mais próximo do rolamento que for possível. Para medir a vibração devem ser usados transdutores de velocidade ou acelerómetros. O tipo de medição feito está dependente do projeto e das condições de funcionamento da máquina.
Diagrama de Blake modificado
Os limites baseiam-se na medição de pico ou rms e foram desenvolvidos para a componente de vibração a um RPM.
Um diagrama de Blake modificado, mostrado a seguir, está relacionado com a vibração global ajustada com um fator de serviço, de modo a obter o deslocamento efetivo, a velocidade, ou a aceleração. A vibração de pico na caixa da chumaceira deve ser medida usando a forma de onda ou um sistema de medição de pico. De notar que os eixos horizontal e vertical têm escala logarítmica. Estas são usadas para comprimir as escalas de modo que a gama completa de dados possa ser aplicada a um único diagrama. Neste caso, podem ser avaliados dados desde 0,25 mm/s até 250mm/s, com o adequado intervalo dinâmico de variação. Deve-se tomar nota da velocidade e do tipo de máquina.
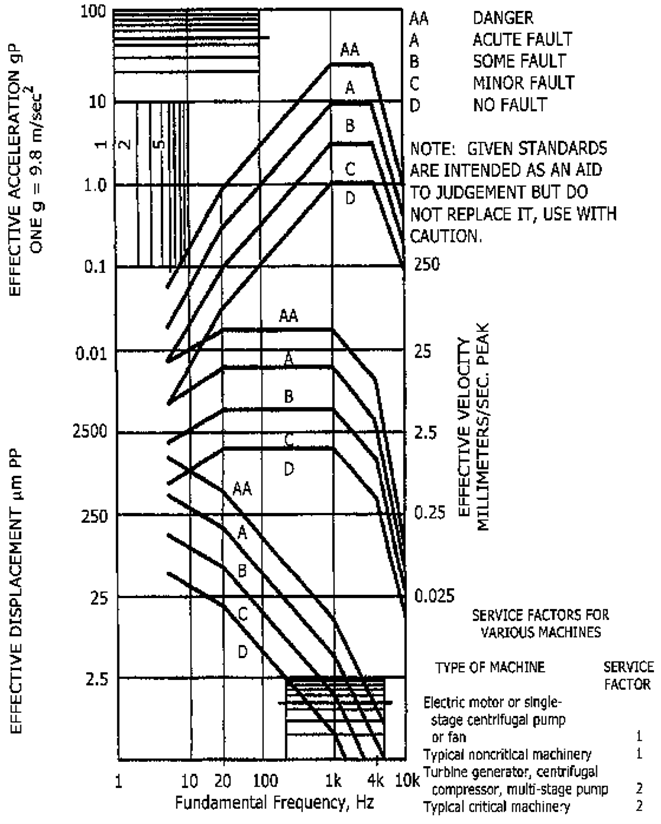
Figura Diagrama de Blake modificado para os limites de vibração pico na tampa da chumaceira
O nível de vibração é aplicado à figura anterior, à velocidade apropriada para obter a condição da máquina. Por exemplo, um gerador com uma medida de vibração de 3,75 mm/s cai na região “Some Fault” do mapa. As ações de manutenção recomendadas na tabela a seguir para valores de velocidade de pico ou rms são baseadas em dados de campo.
Tabela Limites de vibrações de acordo com o diagrama de Blake modificado*
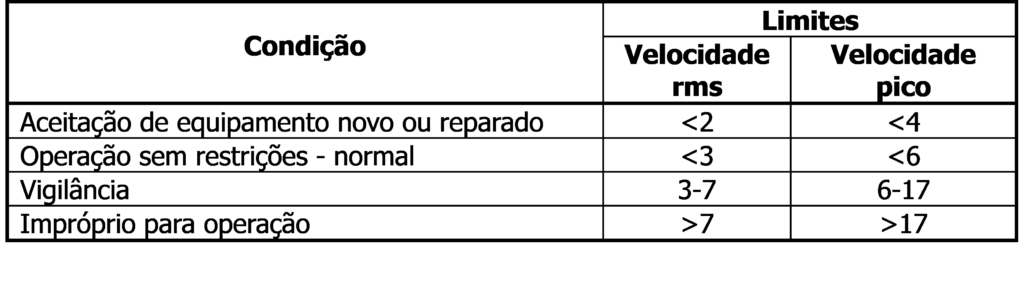
*Estes valores deveriam ser ajustados de modo a refletir a condição da máquina.
Fatores de serviço podem ser necessários para algum equipamento especial, dependendo do projeto, velocidade e/ou processo.
Foram estabelecidas regras de carácter geral que utilizam um fator de serviço para avaliar avarias do tipo uma-vez-por-revolução. Estas regras são baseadas na velocidade do pico de vibração medida na carcaça. As regras de orientação foram feitas à medida por comparação dos dados medidos em máquinas específicas com problemas conhecidos para os níveis apresentados nas regras. Em medições subsequentes a vibração efetiva avaliada nas regras é obtida multiplicando a vibração medida pelo fator de serviço.
Quando o fator de serviço é desconhecido usar:
- 1.0 para máquinas diversas,
- 2 ou 3 para máquinas críticas,
- 0.5 para máquinas não críticas.
Por exemplo, se fossem considerados satisfatórios 7,5 mm/s para um ventilador rotativo, seria estabelecido um fator de serviço de 5/7,5=0,667 para o diagrama de Blake. Os fatores de serviço não podem ser estabelecidos com base em apenas uma medição. É necessária uma amostra estatística da relação entre a condição da máquina e a vibração medida.
Método adicional – Frequências e vetores de vibração
Na maioria das vezes usam-se critérios de avaliação de vibrações de banda larga sem referência a componentes de frequência ou fase. Isto é, na maioria dos casos, adequado para testes de aceitação e operacional fins de monitorização. No entanto, em alguns casos, a utilização de informação vetorial para avaliação da vibração em certos tipos de máquinas pode ser desejável.
A informação sobre alterações vetoriais é particularmente útil na deteção e definição de alterações no estado dinâmico de uma máquina. Em alguns casos, estas alterações passaram despercebidas quando se utilize a vibração medidas em banda larga.
Na figura a seguir apresentada pode-se ver a evolução da amplitude e fase da componente a 1x RPM de uma bomba multi-estágio, de alta pressão, de água de alimentação de uma caldeira, entre novembro de um ano e maio do ano seguinte. Pode-se ver na imagem inferior à direita que a amplitude do pico à velocidade de rotação não era estacionária e que diminui desde a primeira medida. Também a fase era variável (imagem superior à direita) conduzindo a um vetor diferente (imagem à esquerda) em cada arranque da máquina. Esta variabilidade era sintoma de que o eixo principal de inércia estava a vaiar de posição entre cada arranque sendo um sintoma de massa solta, ou seja de um desaperto. Neste caso, posteriormente identificou-se que um impulsor estava solto.
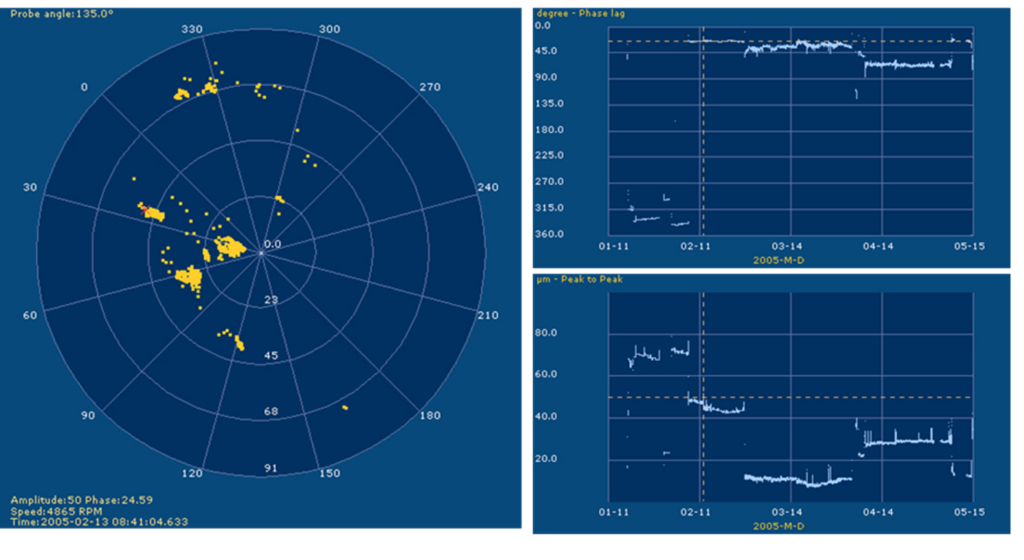
Na figura anterior pode-se ver que nalgumas situações a amplitude de vibrações em deslocamento pico-pico diminui, não indicando a gravidade do problema.
Método adicional – Técnicas para avaliação de vibrações de rolamentos
Existem abordagens alternativas para além das medições de vibração de banda larga, para avaliar as condições dos rolamentos, como sejam o HFD, a medição de impulsos de choque ou a análise da envolvente. Cada uma destas técnicas tem critérios de avaliação distintos.
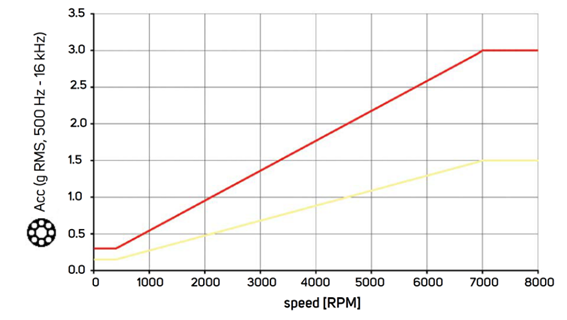
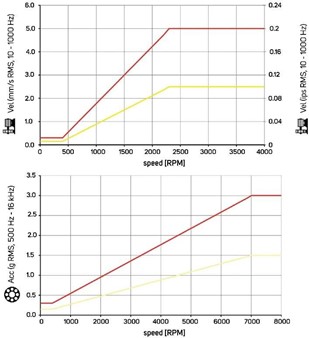
A utilização de uma técnica simples de medição de banda larga sobre os dados brutos de aceleração de um rolamento, fornece frequentemente informação suficiente para dar orientação sobre as condições do seu funcionamento. Esta técnica simples não tem sucesso em todas as circunstâncias. Em particular, podem surgir erros na avaliação se houver erros significativos por efeitos de ressonância no rolamento ou no seu alojamento dentro da gama de frequências de medição, ou se existirem vibrações de outras fontes que sejam transmitidos para a caixa do rolamento que esta a ser avaliado, tais como a vibrações de engrenagens.
A título de exemplo a seguir pode-se ver um gráfico para avaliação de aceleração rms, em g, entre 500 Hz e 16 KHz do fabricante ADASH.