Termografía en rutinas de vibración - Ejemplo práctico
Termografía en rutinas de vibración - Ejemplo práctico - "ahora"
-
Introducción Termografía en rutinas de vibración - Ejemplo práctico - "ahora"
En este caso práctico, se describirá como a través de la integración de termografíaun bebé rutinas de vibración, esto detectó otro mal funcionamiento, con un alto potencial para detener la producción. Esto tuvo lugar sin más carga de trabajo para el inspector..
Este mal funcionamiento fue, potencialmente, penalizando fuertemente los resultados económicos de la fábrica.
-
Cómo combinar la termografía en rutinas de vibración?
Los programas informáticos integrados para inspección de vibraciones y termografía hacen que sea mucho más práctico para un técnico tener la capacidad necesaria para realizar rutinas de termografía y vibración..
En el programa informático integrado para vibraciones y termografía, creando equipos y puntos de medición, se crea un punto de termografía en cada máquina.
Al crear rutas, inspección del equipo estas inspecciones termográficas se incluyen automáticamente.
Esta inspección solo se realiza si el inspector lo considera oportuno.
-
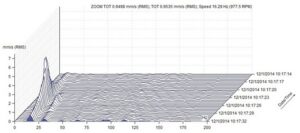
O analizador de vibraciones como plataforma para integrar tecnologías de mantenimiento predictivo
Por tanto, las dos tecnologías se unen en una única plataforma mediante la integración de la funcionalidad de análisis de imágenes y de imágenes en un dispositivo de vibración portátil.
 |
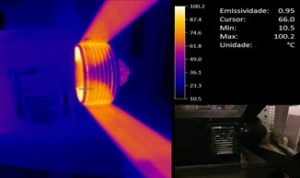
 |
En este equipo, cuando quieras usar, la cámara de termografía está conectada a un enchufe USB en la parte superior del equipo, como puedes ver en las fotos.
-
Caso práctico: se examinó la máquina contigua
Durante una rutina de medición de vibraciones, surgió una pregunta. Entonces el técnico, como estuvo el equipo de termografia, decidió hacer una termografía al equipo donde estaba midiendo las vibraciones. No encontré nada inusual en el equipo en cuestión..
sin embargo, ya que la cámara estaba encendida, miró a su alrededor, para otras maquinas.
La siguiente figura muestra lo que identificó. Un cable de alimentación del motor en el lateral., a 108ºC.
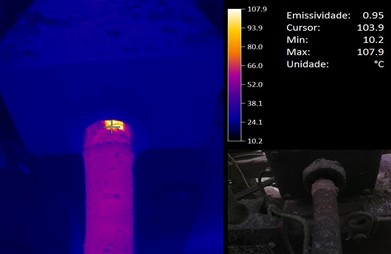
Se alerta a los responsables, la caja del motor se abrió para inspección visual.

La caja del motor estaba muy sucia y el cable en una de las fases estaba severamente degradado. Entonces existía el riesgo de generar un incendio.
-
conclusión
De esta forma, no más carga de trabajo, Se detectó una falla más con alto potencial para generar una parada de producción que penaliza fuertemente los resultados económicos de la fábrica..
Esto fue posible gracias al compromiso del técnico de inspección de utilizar todas las tecnologías a su alcance y estas están disponibles.