Monitoreo del estado de la bomba de agua de mar en un barco
Este artículo presenta un ejemplo de monitoreo del estado de una bomba de agua de mar., en buque de GNL (Gas natural licuado)
introducción
Artesis completó recientemente con éxito una instalación de prueba de su Monitor de condición del motor (MCM) para la organización de transporte marítimo global de un importante cliente de GE: una de las empresas de energía más grandes del mundo. El propósito de esta instalación fue validar la efectividad de la tecnología de monitoreo de condición de Artesis en diversas aplicaciones.. Esta historia clínica describe los resultados de las unidades. e-MCM instalado en dos bombas de agua de mar a bordo de un buque de transporte de Gas Natural Licuado (GNL).
La flota del cliente.
La organización naviera tiene más de 50 barcos en su flota global y ya es muy consciente de los beneficios de Monitoreo de condición (CM), Impulsar una iniciativa global exitosa para adoptar tecnologías y programas CM en toda la flota.. e-MCM ofrece la oportunidad de monitorear equipos que actualmente están fuera del programa CM existente, donde el equipo pueda ser inaccesible o estar en un lugar peligroso para los trabajadores.
Para su amplia gama de barcos, que incluyen transportistas de petróleo crudo y productos, transporte de petroleros, Gas de petróleo licuado (GPL), Transportistas de GNL e hidrocarburos, Barcazas de aceite lubricante y buques de apoyo en alta mar., La organización de navegación aplica una variedad de herramientas para identificar., priorizar, evaluar, cuantificar, mapear y controlar los riesgos, incluido el riesgo de fallas de activos y costosos tiempos de inactividad.
Monitoreo del estado de la bomba de agua de mar en un barco – El proyecto
El superintendente de ingeniería de la organización naviera conoció Artesis inicialmente a través de una recomendación interna.. En seguida, después de leer artículos en la prensa de ingeniería y conocer al equipo en un evento de la industria, se interesaron en explorar las capacidades del sistema e-MCM por su cuenta.
… DURANTE LOS SIGUIENTES MESES, EL EQUIPO DE ARTESIS BRINDÓ EXCELENTE APOYO, ESPECIALMENTE DURANTE LA FASE DE PUESTA EN MARCHA, DONDE SE ENCONTRARON VARIOS PROBLEMAS DE COMUNICACIÓN DEL SOFTWARE.
“Como ocurre con todas las nuevas tecnologías del mercado., Existe cierto escepticismo al embarcarse en un período inicial de investigación y desarrollo.,” fijado. “Demostrar que la unidad e-MCM podría ser una herramienta útil y valiosa, Necesitábamos determinar si podía detectar con precisión una falla antes de una falla catastrófica y, en última instancia, proporcionarnos un proceso de monitoreo no intrusivo con beneficios de ahorro de costos.”
“Después de reunirse con Artesis, Acordamos que nuestras pruebas de validación se ejecutarían hasta el punto en que se predijera una falla específica y se recomendara el mantenimiento., para que el pronóstico pueda compararse con el posterior informe de mantenimiento. A continuación, el especialista en energía del barco instaló las unidades.,” agregado. “Nos próximos meses, el equipo de Artesis brindó un excelente apoyo, especialmente durante la fase de puesta en servicio, donde se encontraron varios problemas de comunicación del software.”
Las máquinas
“Las dos bombas de agua de mar impulsadas por motor que se seleccionaron para el monitoreo son bombas centrífugas verticales de doble succión en el sistema de enfriamiento principal. (Figura 1).”
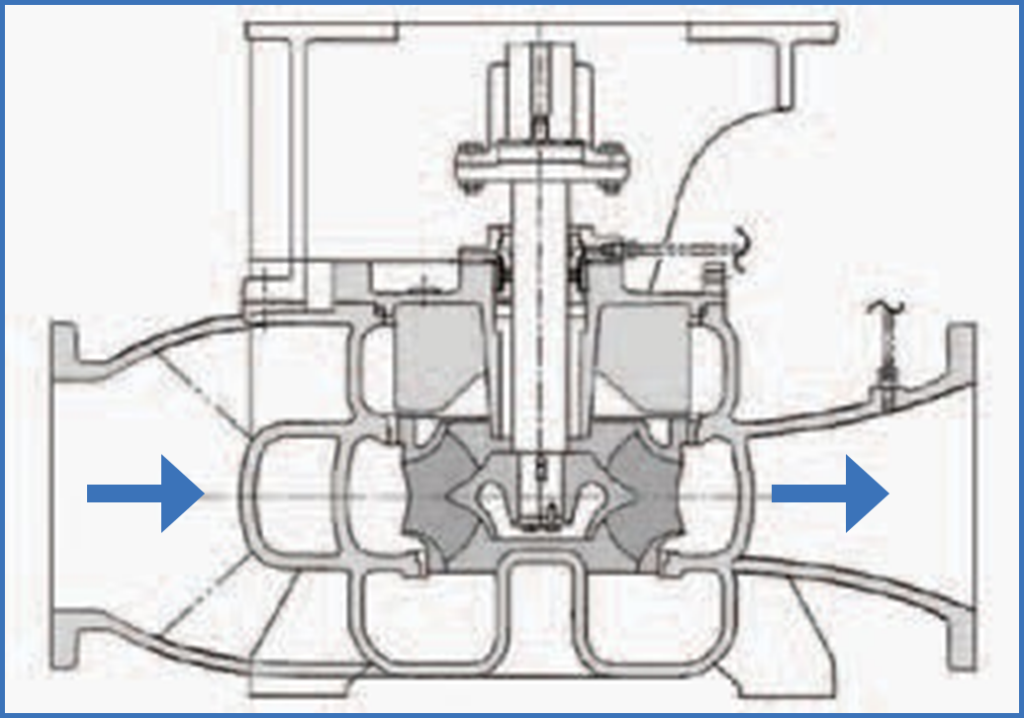
Figura 1: Vista transversal de la bomba de agua de mar., mostrando un impulsor de seis palas con doble succión envolvente. El motor de accionamiento acoplado directamente no se muestra en este dibujo..
Monitoreo del estado de la bomba de agua de mar en un barco – Evaluación del estado de la máquina
Artesis llevó a cabo evaluaciones iniciales con informes preliminares que indicaban que ambas bombas de agua de mar monitoreadas estaban experimentando rozaduras., desalineación, una anomalía en el paso de la pala y una reducción en la eficiencia de bombeo que sugería que la desalineación inicial había contribuido al daño del impulsor.
Informes sucesivos han aumentado los indicios de erosión o corrosión progresiva de los componentes internos de la bomba., con una disminución gradual en el consumo de energía a medida que la bomba podía realizar un trabajo menos útil.
Los expertos en monitoreo predijeron que el rendimiento de la bomba continuaría disminuyendo a medida que progresara la erosión.. Este proceso de análisis también permitió al equipo utilizar el factor de potencia y la carga eléctrica. (kW) como un simple indicador del rendimiento del bombeo y el estado de las piezas propensas a la erosión.
Información del programa
La información inicial presentada por el software está en forma de “señales luminosas” (colores rojos, amarillo y verde) en una ventana de diagnóstico (Figura 2).

Figura 2: Esta ventana de diagnóstico muestra la situación que existía aproximadamente 6 meses después del inicio del proceso de seguimiento, con alarmas de nivel 1 para problemas de desalineación y rotor, así como fallas eléctricas internas y externas que pueden indicar deterioro del estator como resultado de una desalineación.. Las alarmas de desequilibrio actuales mostraban que había aumentado a más de 10%, indicando posible daño del estator.
Las luces rojas indican un problema que requiere atención., y se proporciona orientación sencilla sobre la urgencia asociada con el problema y el trabajo requerido para resolverlo.. Hay información adicional disponible sobre estos problemas a través de líneas de tendencia que muestran cómo los parámetros monitoreados han cambiado con el tiempo. (Figura 3).
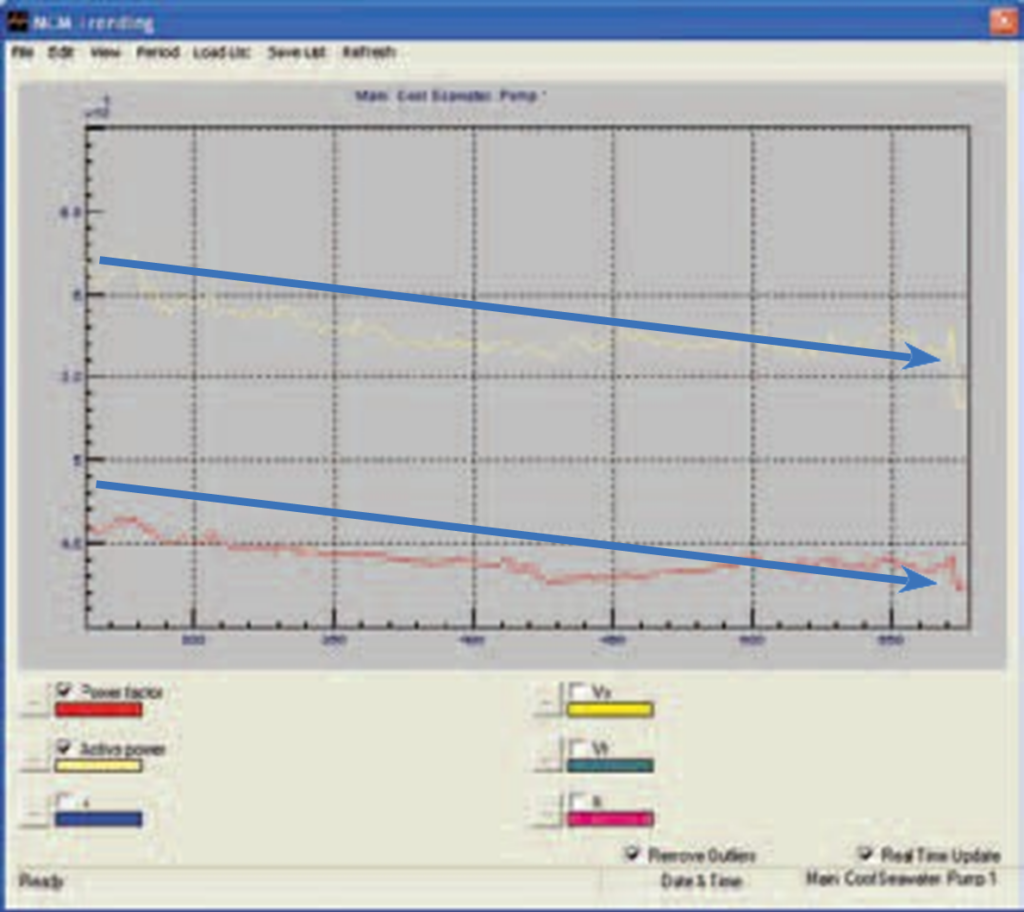
Figura 3: El gráfico de tendencia muestra una disminución gradual y progresiva en los parámetros de potencia activa y factor de potencia para el número de bombas de agua de mar del sistema de refrigeración principal. 1.
Las curvas de tendencia
Se pueden mostrar curvas de tendencia para todos los parámetros medidos y derivados.. En la mayoría de los casos, Las curvas de tendencia se etiquetan automáticamente con el parámetro que causa la anomalía.. Sin embargo, en algunos casos, Un problema inusual puede no ser clasificado automáticamente por el equipo y requiere interpretación experta.. El especialista puede analizar la curva de densidad espectral de potencia. (PSD) y otros parámetros – que están más allá del alcance de este artículo – Identificar la naturaleza del problema subyacente.. En este caso, fue posible identificar una anomalía correspondiente a la frecuencia de paso de la cuchilla, Confirmar el diagnóstico de que algo dentro de la bomba estaba interfiriendo con el flujo normal y suave del agua..
Curiosamente, con el paso del tiempo, el poder siguió disminuyendo, pero algunos indicios de fricción y problemas en el estator del motor han disminuido, consistente con cargas de desalineación interna que disminuyen a medida que se produce desgaste interno dentro de la bomba. A esto le siguió una disminución en la intensidad de las señales de frecuencia de paso de las palas., indicando una pérdida de efectividad del impulsor, lo que sugiere que fue muy afectado por la erosión u otros daños.
Monitoreo del estado de la bomba de agua de mar en un barco – El informe realizado
Entregando un informe de mantenimiento sucinto e informativo al final de la prueba., Artesis afirmó que había signos de daño en los anillos de desgaste y una pérdida de rendimiento compatible con un agujero en la carcasa de la bomba. (Figura 4).
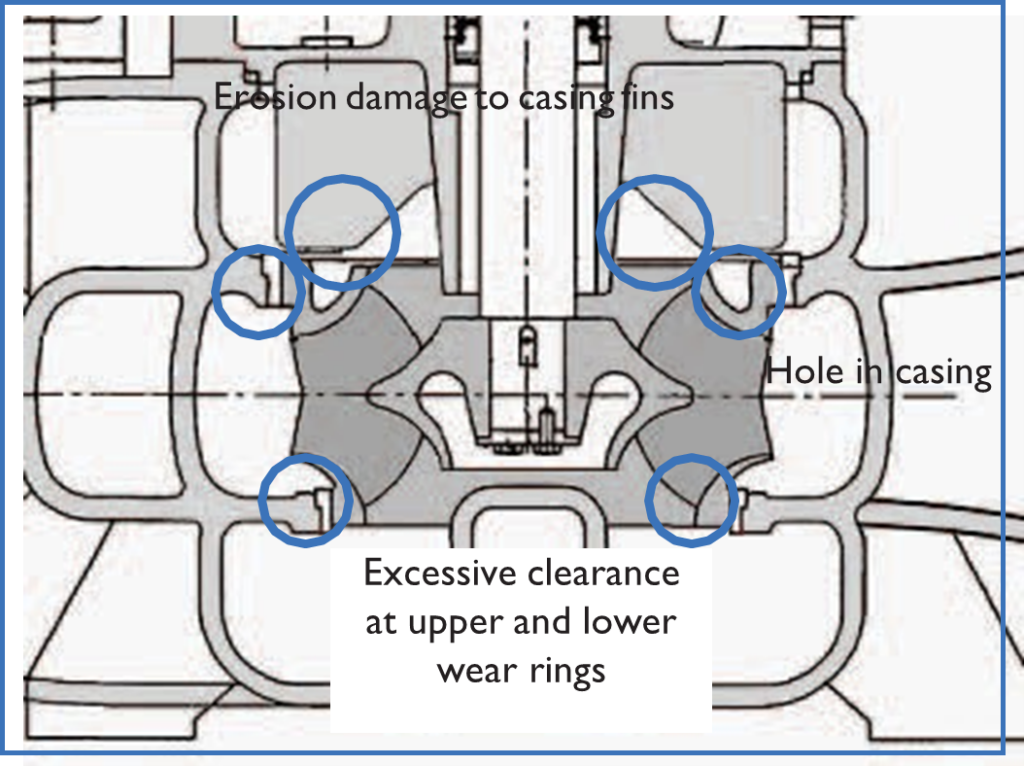
Figura 4: Identificación de lugares de degradación de las condiciones de la bomba..
Monitoreo del estado de la bomba de agua de mar en un barco – resultados de la inspección
Una vez que el factor de potencia ha caído por debajo de un límite predeterminado, Se programó mantenimiento para desmontar el motor y la bomba para comparar las condiciones encontradas con las evaluaciones proporcionadas por la unidad e-MCM.. Cuando se ha quitado la cubierta superior de la carcasa, Era muy evidente que las paletas de flujo (aletas) había sufrido una importante pérdida de metal debido a la erosión (Figura 5).

Figura 5: Piezas internas de la bomba después de retirarlas para su inspección.. Note una pérdida significativa de metal en los extremos de las paletas de flujo de la carcasa. (pergaminos). Acerca de 19 Se perdieron mm de metal en dos lugares.. El espesor de las volutas también se redujo de la dimensión original de 7 mm para 4,5 mm. Se descubrió que la anomalía en el paso de la pala fue provocada por este daño., en lugar de deterioro del impulsor.
El impulsor estaba ligeramente sucio., y los anillos de desgaste se habían erosionado, provocando una reducción en el rendimiento al permitir el flujo de recirculación. También se había erosionado un pequeño agujero en la carcasa de la bomba., donde una perturbación en el flujo fue producida por un tornillo de retención del anillo de desgaste (Figura 6).
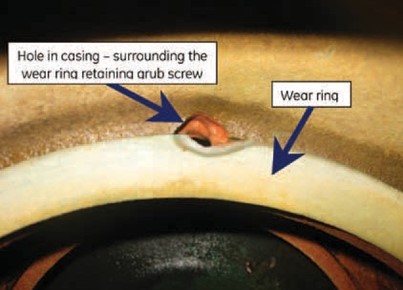
Figura 6: Al desmontar, Se descubrió que la erosión había formado un agujero en la carcasa de la bomba., en el punto donde un tornillo de retención del anillo de desgaste ha causado una perturbación localizada en el flujo.
Monitoreo del estado de la bomba de agua de mar en un barco – intervención de la bomba
• El impulsor estaba en buenas condiciones., luego simplemente se limpió y reutilizó (Cifras 7 mi 8).
• Se han reemplazado los anillos de desgaste erosionados., restaurar los espacios libres normales y la eficiencia de la bomba.
• El orificio en la carcasa de la bomba se reparó utilizando técnicas de resina fría., evitando un mayor deterioro de la carcasa en ese lugar.
• Aunque las aletas de la carcasa estaban muy erosionadas, no estaban impactando significativamente el rendimiento, por lo que se reutilizó la tapa de la carcasa sin reparar las aletas.
• El costo de las reparaciones fue de aproximadamente 10% del costo “normal” Reemplazo de bomba asociado con el régimen anterior de ejecución hasta falla. (OTF).

Figura 7: Impulsor después de la limpieza.. Vista axial de uno de los ojos del impulsor. (succión).

Figura 8: Impulsor después de la limpieza.. Vista radial de las puntas de las palas del impulsor. (descargar).
El reemplazo posterior de los anillos de desgaste y la reparación del orificio en la carcasa ayudaron a restaurar la eficiencia de la bomba a niveles normales.. También se informó que la reparación del agujero en la carcasa, ¿Dónde está ubicado el tornillo de retención del anillo de desgaste?, salvó la carcasa de la bomba de un mayor deterioro. Aunque las aletas de la carcasa de la bomba sufrieron una pérdida significativa de material durante las pruebas, y se le ha aconsejado que estos deben ser reparados, Esto no era esencial para el funcionamiento de la bomba.. No se registraron daños en el rotor ni en el estator del motor de accionamiento., y los datos de la prueba no sugirieron ningún daño.
Monitoreo del estado de la bomba de agua de mar en un barco – la finalización de la prueba
Al completar exitosamente la prueba, el Superintendente de Ingeniería concluyó: “El monitoreo del sistema en línea fue la parte más beneficiosa del proceso de prueba.. Utilice un sencillo sistema de semáforo para identificar la existencia de una avería, cuando y donde sea apropiado, Permitió investigaciones y reparaciones intrusivas antes de fallar.. Esta indicación remota en línea permitió una reducción en las horas de trabajo de mantenimiento y el tiempo de inactividad.. Las unidades e-MCM tienen el potencial de ahorrar en piezas de repuesto, y continuamos evaluando la funcionalidad de Artesis en diversas aplicaciones dentro de nuestra flota.”

La aplicación de la tecnología e-MCM ha facilitado la implementación de un enfoque proactivo para el mantenimiento de bombas., dando como resultado una reducción en los costos de producción 90% en comparación con el método anterior de reemplazar toda la bomba después de su falla.