rodamientos de medición de emisiones acústicas
En este artículo se describe como el uso de acústica cojinete de medición de emisiones está diseñado para complementar otras técnicas de monitorización de estado, donde tienen menos potencial.
Las técnicas de monitorización de estado y la medición de cojinete de emisión acústica
El propósito de la vigilancia de la condición de funcionamiento es la detección e identificación de fallos en una etapa temprana de su desarrollo para que, oportuno, Puede establecer y tomar las medidas adecuadas y decisiones, que minimizar la aparición de parada no deseados con los costes consiguientes asociados. Desde modo, las técnicas de monitorización de estado deben ser lo suficientemente sensible como para detectar fallos de antelación. Aún más, estas técnicas se deben aplicar en diversos tipos de máquinas, Es rápido y fácil de usar, y que tiene una alta tasa de éxito en la detección e identificación de fallos (minimizar el número de falsas alarmas).
Es fácilmente se deduce que se proporciona la técnica de control que solo, cumple con todos estos requisitos.
"La aplicación de las técnicas de medición tradicionales y Análisis de vibraciones Se hace cada vez más difícil, como la velocidad de rotación del motor es inferior "
Las máquinas funcionan a velocidades de rotación muy bajos y la medición de cojinete de emisión acústica
industria, las máquinas funcionan a una velocidad muy baja frecuencia son críticos para el proceso de producción y, simultáneamente, grande, Esto significa que los procesos tales como la generación de mecanismos de fricción y los impactos presentes, ordinariamente, una baja relación entre la señal generada y el ruido de fondo.

Es este tipo de aplicaciones que las emisiones de medición acústica (AE) y que incluye la medición de cojinete de emisión acústica, llega a ser importante, permitiendo de una manera sencilla, pero eficaz, detección de la actividad producida por los mecanismos de degradación de un cojinete, incluso a velocidades de rotación bajas.
Las limitaciones de las técnicas Análisis de vibraciones
Se sabe que la aplicación de las técnicas de medición tradicionales y Análisis de vibraciones Se hace cada vez más difícil, como la velocidad de rotación del motor es más baja. Las razones para esto son:
- La velocidad de liberación de la energía producida por un defecto bajo como bajar la rpm de;
- Los defectos de las frecuencias de repetición son demasiado bajos y difíciles de identificar contra el ruido de fondo presente.
Consciente de estas dificultades, un DMC, lda. Él trató de complementar su cartera de técnicas de monitoreo de condición, de modo que pueda hacer frente a la vigilancia de la condición del rodamiento para funcionar a bajas revoluciones de una manera más eficaz, a su favor para poner a disposición de su oferta de servicios de medición de emisiones acústicas (AE), incluida la medición de cojinete de emisión acústica, Además de la inspección normal con una analizador de vibraciones
¿Cuál es la emisión acústica?
Emisión Acústica tecnología es un método de ensayo no destructivo utilizado en una amplia gama de aplicaciones industriales para detectar y localizar defectos en muestras cargadas mecánicamente. La emisión acústica se define formalmente como “la clase de fenómenos en los que las ondas elásticas transitorios son generadas por la rápida liberación de energía a partir de fuentes localizadas dentro de un material, o ondas elásticas transitorios así generado”. tales ondas, en general, tomar la forma de alto nivel de las ondas de la banda de tensión y frecuencia amplia que, a medir, Ellos se reciben y convierten en señales eléctricas mediante transductores piezoeléctricos.
La configuración y el hardware de los sistemas de medición acústicos, en particular, para la medición de cojinete de emisión acústica, pueden variar según la aplicación, Se requiere cuatro componentes comunes para los datos de medición acústica:
- una fuente;
- Un marco a través del cual puede propagarse la fuente;
- sensor O (transductor);
- Y la electrónica para registrar y procesar datos.
La variación de la emisión acústica con la velocidad de rotación
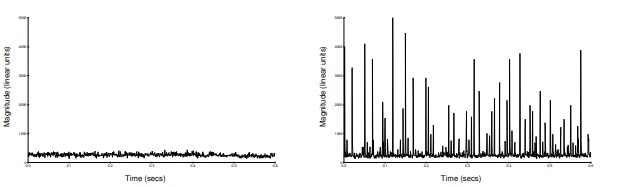
Todas las máquinas en funcionamiento, han asociado las pérdidas de energía, y esto se traduce en ondas de tensión generado que puede ser detectado por los sensores de emisión acústica montado en la superficie. Aunque hay excepciones, es común que los que tienen una alta relación señal a ruido, Se genera, principalmente, superficies de fricción y de contacto. Otros procesos de origen a menudo encontrados incluyen residuos de trituración, turbulencia y cavitación. Las velocidades de las superficies de las máquinas de contacto, resultar en tasas de liberación de energía más altos, y que producen niveles más altos de señales continuas (tales señales continuas resultantes de la superposición de muchas pequeñas señales transitorias). Para ilustrar este, la magnitud media de la señal detectada desde unos rodillos de cojinete lubricados en buen estado, a distintas velocidades de rotación, Se muestra en la figura 1.
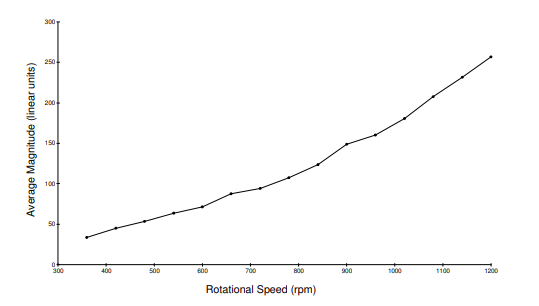
Figura 1 - medición de emisiones acústicas en cojinetes – Efecto velocidad de rotación de la señal de generación de nivel de emisión acústica continuo
Esta relación se encuentra típicamente para las mediciones de emisión acústica, en la mayoría de las máquinas rotativas. Sin embargo, ninguna incidencia, los niveles de señal detectado en cualquier tasa específica, también dependerá del tamaño y tipo de cojinete, la carga aplicada, la eficacia de la lubricación y la presencia de daño.
Las características de la señal de emisión acústica
En el componente continuo, la señal detectada puede mostrar recorridos de señal discretos, cada uno correspondiente a la ocurrencia de las fuentes más importantes de transitorios, que puede ser indicativo de daño.
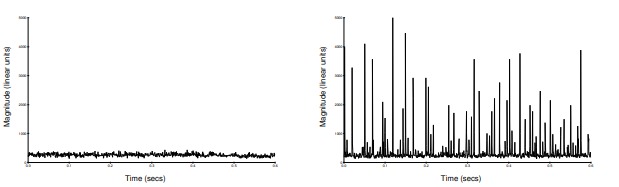
Como ejemplo, Figuras 2 (una) mi 2 (segundo) muestran formas de onda de señal de envolvente de forma dinámica equivalente, un cojinete de rodillos, con y sin un defecto introducido (defecto causado por descarga eléctrica que corroe una línea y la pista interior). El transitorio claramente visible en la figura 2 (segundo) el resultado de impactos con elementos rodantes individuales, pasando por encima de la línea de la corrosión pista. La alta sensibilidad de los sensores de emisión acústica para tales transitoria, Proporciona la base para la detección directa de signos relacionados con daños en una etapa temprana, el análisis de las señales en el dominio del tiempo.
|
Figura 2(una) señal de envolvente dinámica de un cojinete de rodillos en buen estado. |
Figura 2 (segundo) – señal de envolvente dinámico de un defecto de cojinete de rodillos con la pista interior. |
Observe también cómo la señal de medición de emisión acústica que lleva en la figura 2 (segundo), Tiene intervalos de tiempo en el que se repiten los transitorios, sino que hay una variación significativa en la amplitud de distancia con algunos de los transitorios se esperaba. Esto probablemente corresponde a la posición relativa del defecto en relación con la zona cargada en el momento exacto en que un rodillo con el que impacta. Tales variaciones de amplitud y el tiempo podría ser utilizado para revelar más sobre la naturaleza del defecto. Sin embargo, en las ocasiones en que dicha información es necesaria diagnóstico de la falla, es más hora habitual transformar la señal en el dominio de frecuencia para observar los defectos de frecuencias de repetición de una manera similar a la envoltura sobre la base de análisis de vibración. Para tales análisis, es evidente la necesidad de tener un conocimiento detallado de la geometría de la máquina o de laminación, y la información precisa de la velocidad.
La medición de la emisión acústica a muy baja velocidad
Otra consecuencia de la dependencia del nivel de la señal detectada velocidad (como se ilustra en la figura 1), es que, como la velocidad de la superficie continúa disminuyendo, el nivel de la señal continua de los cojinetes de medición de emisiones acústicas detectadas, finalmente, cae por debajo del límite de medición del sistema de detección. A veces, esto ocurre cuando la velocidad del monitor de muy baja superficie. Aunque esto puede parecer una limitación de la aplicación de emisión acústica motores de cojinetes método de medición a velocidades de rotación bajas, la experiencia sugiere que, incluso cuando no hay un nivel apreciable de señal continua, La presencia de daño detectable todavía es detectable por la ocurrencia de señales transitorias (ser sometido a una trayectoria de sonido apropiado entre la fuente y el sensor). El éxito de la medición de emisión acústica en tales aplicaciones es especialmente importante, ya que los sentidos humanos se vuelven ineficaces a velocidades muy bajas y las vibraciones monotorização se convierte en especialmente difícil, si no imposible, de se aplicar.
Caso de la aplicación de cojinetes de medición de emisiones acústicas
En pulpa de prensa de lavado, rodamientos que operan a aproximadamente 10 RPM, Se ha implementado un plan de inspección para el control de cuatro condición (4) cojinetes instalados, mediante la medición de cojinete de emisión acústica, A una frecuencia de medición bimensual.
mediciones iniciales
Los resultados de la inspección midieron con cojinete de emisión acústica, durante un período de alrededor de 2 años, amplitudes reveladas parámetro de socorro® inferior al límite de alarma establecido para el cojinete en cuestión, como puede verse en el gráfico que se muestra en la figura 3.
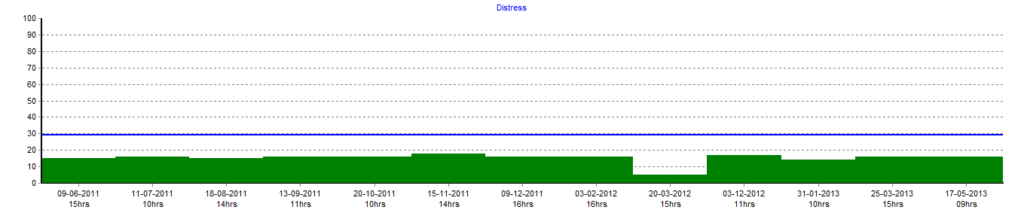
Figura 3 - medición de emisiones acústicas en cojinetes – valores de amplitud de socorro del parámetro® Registrado en el cojinete #3 a lo largo de las inspecciones llevadas a cabo por alrededor 2 años
La próxima inspección por cojinetes de medición de emisiones acústicas, después de unos 2 meses, fue grabado en el laminado #3 un aumento significativo de la amplitud de dicho parámetro. En esa inspección, el valor de amplitud de la medición cojinete de emisión acústica registrada fue mayor que el límite de alarma conjunto para el cojinete en cuestión, como puede verse en el gráfico que se muestra en la figura 4.
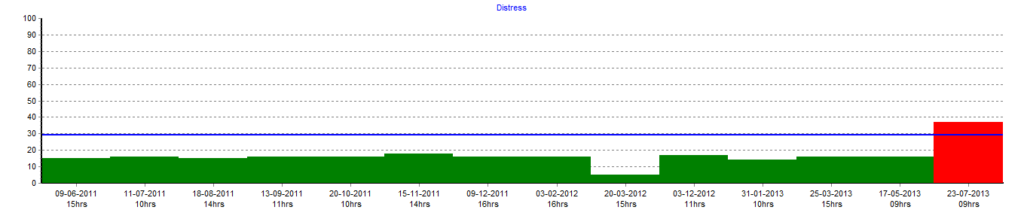
Figura 4 - medición de emisiones acústicas en cojinetes – valores de amplitud de socorro del parámetro® Registrado en el cojinete #3, revelando un aumento significativo
recomendación hecha
Después de volver a la medición de la medición de cojinete de emisión acústica para confirmar el cambio registrado, Que se comunique a los Servicios al Cliente recomendación técnica para trabajos de mantenimiento, con el fin de llevar a cabo la sustitución de rodamientos #3. Desde esta intervención requiere un máximo de inactividad de la máquina, la sustitución de los cojinetes que se planeó para efectuar una parada programada durante la instalación con una duración de 48 horas. Hasta la finalización de dicho tope, el periodo se redujo de emisión acústica inspecciones de medición cojinetes y los resultados obtenidos se muestran en la gráfica de la figura 5.
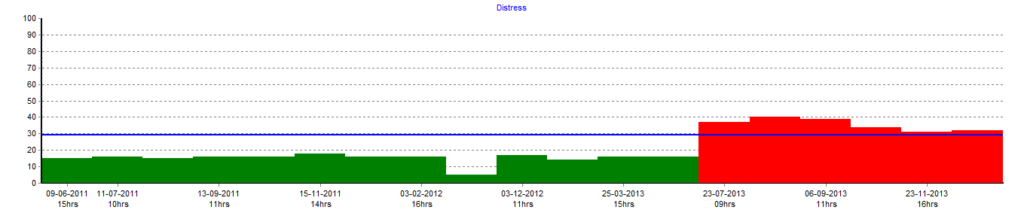
Figura 5 - medición de emisiones acústicas en cojinetes – los valores de amplitud de la señal de socorro parámetro® Registrado en el cojinete #3 durante el período en el que estaba bajo vigilancia
Tenga en cuenta también que otros parámetros registrados durante las inspecciones, más concretamente, el valor de la amplitud de la señal de pico de AE, Mostró el mismo parámetro característico observado en apuros® (Figura 6). El comportamiento observado a través de la evolución de este parámetro es un indicador de la presencia de un único evento significativo que causa la anormalidad detectada en el cojinete.
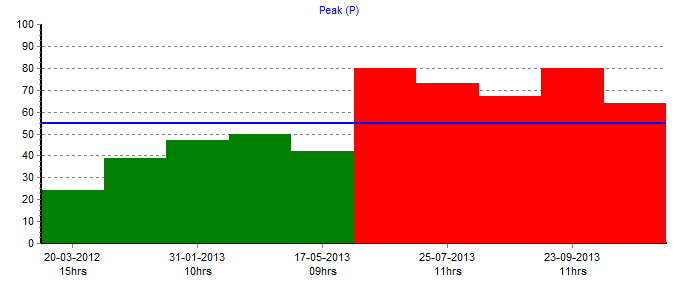
Figura 6 - medición de emisiones acústicas en cojinetes – valores de amplitud del parámetro de pico de la señal AE registrado en el cojinete #3.
Estado en que estaba en el cojinete
Servicios al Cliente Técnico procedió a la intervención, como había sido programado, y la figura 7 Se muestra el cojinete fotografía reemplazado. Como puede verse, el anillo interior del rodamiento #3 Se encuentra fracturada.

Figura 7 - medición de emisiones acústicas en cojinetes – Rodar con la pista fracturada
Medidas después de la reparación
Después de la sustitución que lleva una nueva medición de emisión acústica se llevó a cabo de inspección de cojinetes, en el que una disminución significativa de las amplitudes de los parámetros para el control de la condición, como se puede ver en los gráficos de la figura 8 Figura es sí 9.
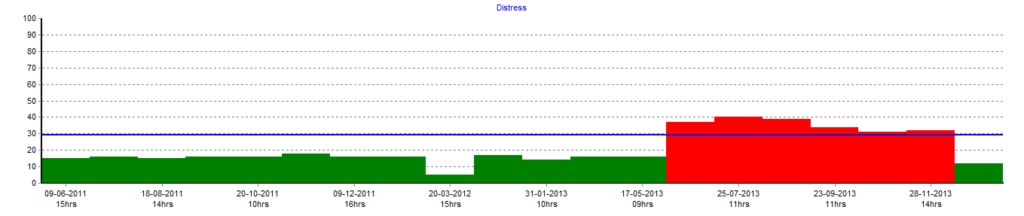
Figura 8 - medición de emisiones acústicas en cojinetes – valores de amplitud de socorro del parámetro® grabado después de que el cojinete de reemplazo #3
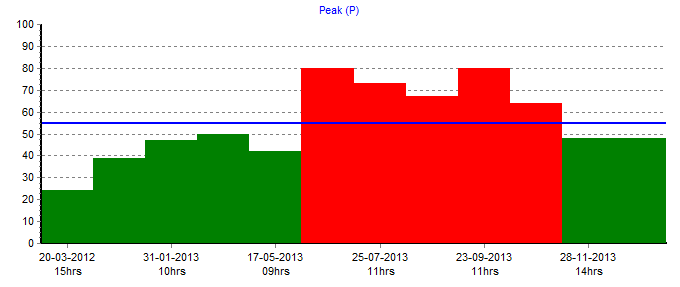
Figura 9 - medición de emisiones acústicas en cojinetes – valores de parámetros pico de amplitud de la señal AE grabado después de reemplazar
conclusión
En una aplicación en la que la medición y el análisis de vibración habían demostrado no ser la técnica de monitorización de estado, adecuado para la vigilancia de la condición de los cojinetes debido a características de la máquina, en particular, la implementación de un plan de inspecciones sobre la base de los rodamientos de medición de emisiones acústicas, Se demostró que es posible superar las dificultades técnicas que tienen otras tecnologías, cuando se desea para controlar el estado de funcionamiento de los cojinetes para funcionar a muy baja rpm de.
"La implementación de un plan de inspecciones sobre la base de rodamiento de medición de emisiones acústicas ha identificado el desarrollo de un fallo potencialmente catastrófico, un cojinete que opera a aproximadamente 10 RPM”