A case of belts in a pharmaceutical industry machine with MCM
A case of belts in a pharmaceutical industry machine with MCM, e predictive maintenance without sensors, is the theme covered in this article..
The MCM Monitoring System
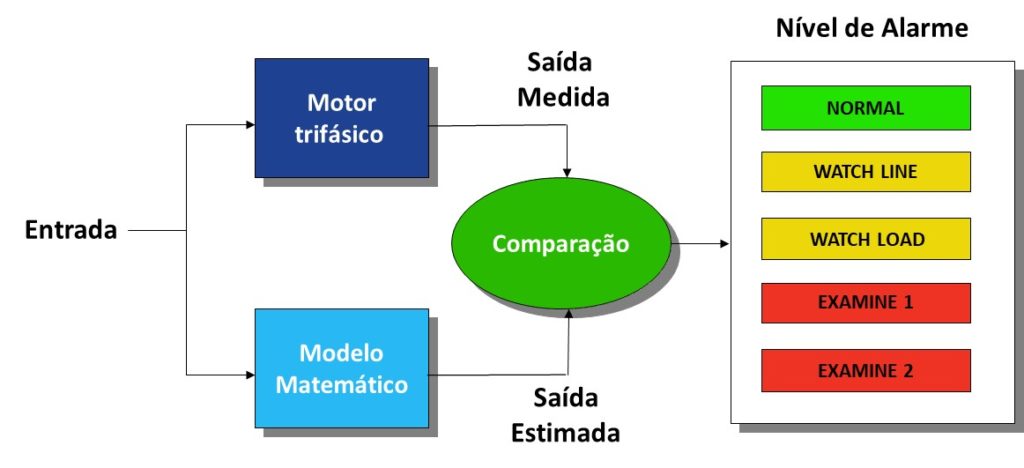
MCM is a technology of analysis of electric motors recent, that works based on Artificial Intelligence that compares the real engine, to be monitored, with a mathematical model of the engine, running up to 600 different load conditions. This mathematical model is obtained from a learning period lasting a few days.
The MCM Monitoring and Diagnostic System is also designed to detect electrical failures in motors., in response to the limitations of measuring vibrations com Vibration analyzers. In addition to the electrical failure modes, also detects mechanical failure modes the engine or driven machinery. This technology, like this, complements vibration analysises by detecting more failure modes of electric motors.

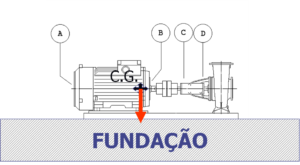
A case of belts in a pharmaceutical industry machine with MCM – Working principle
To perform the analysis of electric motors MCM monitor uses a combination of dynamic waveforms for voltage and current, along with learned models, to detect faults in the motor or the driven equipment. Learning is supported by an additional database, if the monitor has been installed in an already faulty engine. The monitor detects differences between the observed current characteristics and the characteristics learned and relates these differences failed.
Engine fault detection is based on an engine model, learned by the monitor, physics-based, wherein the constants in the model are calculated from data in real time and compared to values previously learned.
Mechanical failure detection is based on spectral power density amplitudes. (PSD) in specific frequency bands, in relation to the learned values. This information is automatically combined with specialized knowledge in diagnosis. Because of this spectral band approach, mechanical fault detection provides guidance for a class of possible failures. Sensitivity to some flaws (for example, bearing failures of the rolling elements) decrease with distance from the component fails pathways. On the other hand, failures that increase engine load are independent of distance from the engine.
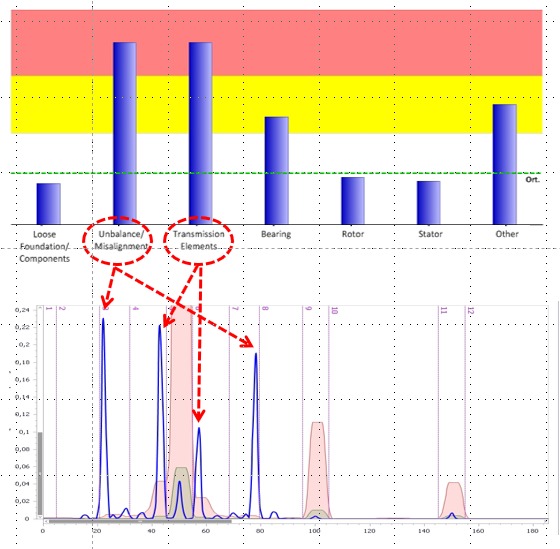
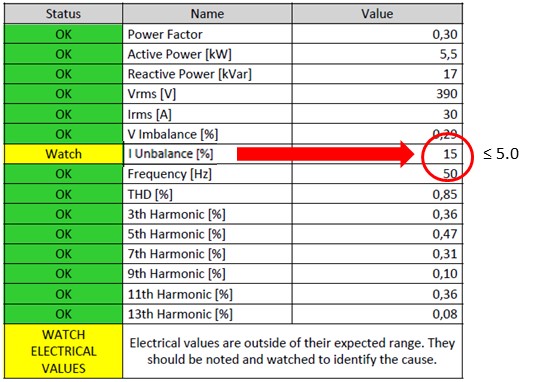
A case of belts in a pharmaceutical industry machine with MCM – The report
The report is issued automatically by the system, without the need for interpretation of an expert.
case study – A case of belts in a pharmaceutical industry machine with MCM

The trend of the correct parameter / polia / transmission element has increased since 23 of january 2017 e, after a short time, parameter trend exceeded alarm level.
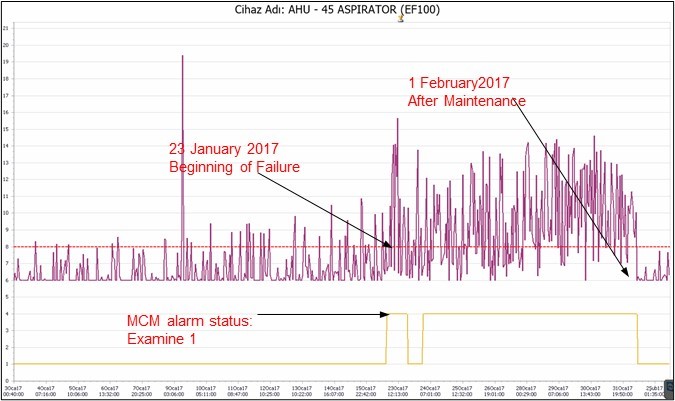
After the trend exceeds the threshold level, the MCM started giving the alarm ‘Examine 1’ and the AES Viewer software sent the customer the alarm email message indicating a malfunction in the equipment after monitoring the alarm by 3 days.
After the controls in 31 of january 2017, it was identified that one of the belts that drive the vacuum was broken and the other two are loose.
After maintenance of the equipment in 1 February 2017, the equipment has been commissioned and the trend of the belt parameter / polia / transmission element that was above the threshold level dropped to the previous level without failure.