Análise de vibrações em compressores
Análise de vibrações em compressores
Neste artigo são descritos dois casos reais de análise de vibrações em compressores.
Caso 1 – Análise de vibrações em compressores – compressor volumétrico
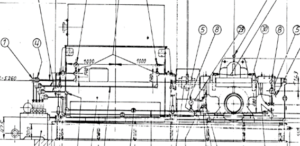
Um compressor, semelhante ao ilustrado na Figura 1, está integrado num Programa de Manutenção Preditiva desde o ano 2007, sendo objeto de inspeções vibrométricas trimestrais com um analisador de vibrações.
Figura 1 – Análise de vibrações em compressores – esquema do compressor
Caso 1 – Situação inicial
Praticamente desde o início das inspeções, os dados vibrométricos recolhidos no apoio do veio mandante do compressor, do lado do acionamento, revelavam a presença da frequência associada a defeitos na pista do anel interno do rolamento instalado (Figura 2). Contudo, uma vez que as amplitudes registadas eram características de uma fase inicial do desenvolvimento da anomalia, optou-se por continuar a monitorizar esta condição até que a sua evolução justificasse uma intervenção de manutenção.
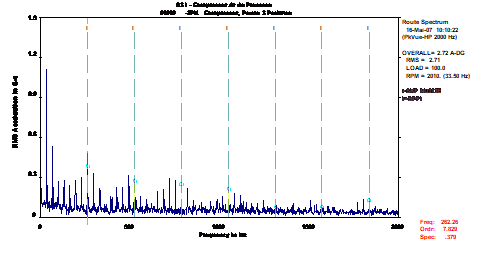
Figura 2 – Análise de vibrações em compressores- Espectro de PeakVue recolhido no apoio do veio mandante, do lado do acionamento, recolhido na inspeção de Maio de 2007.
Caso 1 – inspeção de agosto
Na inspeção efetuada em agosto de 2008, constatou-se um agravamento dos parâmetros definidos para o controlo da condição de funcionamento dos rolamentos do compressor (Figura 3).
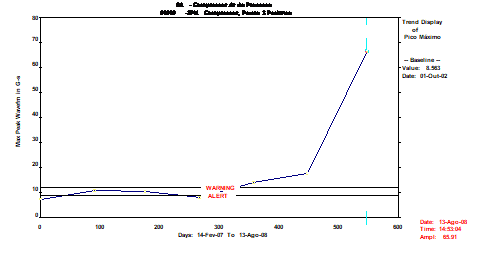
Figura 3 – Análise de vibrações em compressores – Evolução do parâmetro Pico Máximo da forma de onda de PeakVue ao longo das diversas inspeções.
Caso 1 – Fotografia do rolamento
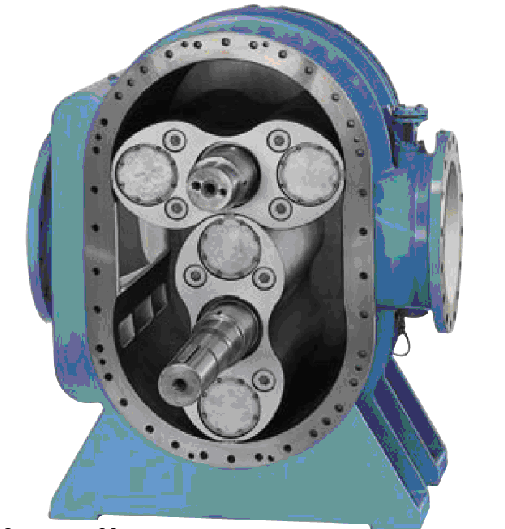
Face à grande evolução registada em todos os parâmetros definidos, foi solicitada a intervenção para substituição dos rolamentos do compressor. Na intervenção efetuada constatou-se que o rolamento do veio de entrada do compressor, do lado do acionamento, apresentava significativa degradação na pista do anel interno e que a gaiola se encontrava partida (Figura 4).

Figura 4 – Análise de vibrações em compressores – Anel interno e gaiola do rolamento substituído
Caso 1 – Conclusão
Tal como era expectável, após a intervenção efetuada, registou-se uma diminuição significativa e generalizada dos parâmetros definidos para controlo da condição de funcionamento dos rolamentos. Com a monitorização da condição, através da medição e análise de vibrações, é possível identificar antecipadamente o desenvolvimento de avarias, acompanhar a sua evolução e programar as intervenções de manutenção nos equipamentos, minimizando os custos de manutenção.
Caso 2 – Análise de vibrações em compressores – compressor de ar de parafuso Atlas Copco GA180
Em virtude da sua criticidade, foi integrado no programa de manutenção preditiva estabelecido, um compressor de ar Atlas Copco GA180. Como geralmente acontece com este tipo de máquinas, a maior dificuldade que se coloca para a monitorização da condição de funcionamento através da medição e análise de vibrações, prende-se com o facto de não se conhecerem os dados técnicos necessários para a caracterização das frequências características da máquina.

Não sendo este caso exceção, de facto, informação importante como a referência dos rolamentos instalados no elemento compressor, número de dentes das engrenagens e velocidade de rotação de cada um dos parafusos, não se encontra disponível, tornando assim mais difícil o trabalho de análise dos dados vibrométricos.
Caso 2 – Resultado da primeira inspeção
Imediatamente após a realização da primeira inspeção vibrométrica programada, a análise dos dados registados no apoio do motor do lado oposto ao acionamento, revelou a presença de frequências associadas ao desenvolvimento de anomalias no rolamento instalado (Figura 6).
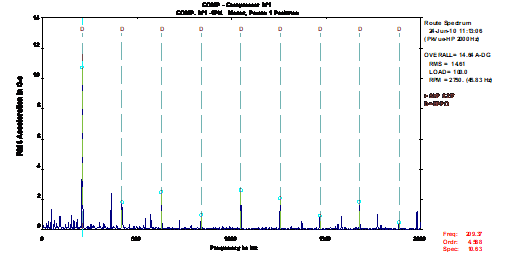
Figura 6— Caso 1 – Análise de vibrações em compressores – compressor volumétrico – Espectro de PeakVue registado no apoio do motor
Todavia, mais preocupante que o facto de terem sido identificadas as frequências referidas anteriormente, era o facto dos parâmetros definidos para monitorizar as emissões de altas frequências no elemento compressor apresentarem, de uma forma geral, valores muito superiores aos considerados normais para este tipo de equipamentos. Por exemplo, parâmetro Pico Máximo da Forma de Onde atingiu valores de 58 g´s enquanto que o parâmetro que mede o nível de vibração na banda de 1kHz‑20kHz atingiu valores de 24 g´s Pico.
Para além dos níveis atingidos pelos referidos parâmetros, também os espectros de PeakVue registados nos pontos de medição definidos no elemento compressor, registavam a presença da frequência de 238,84 Hz e harmónicas (Figura 7). Como referido anteriormente, a inexistência de dados técnicos da máquina não permite identificar claramente a origem da referida frequência. Contudo, a característica dinâmica do compressor e o conhecimento adquirido sobre o comportamento deste tipo de máquinas, levou a suspeitar que a frequência de 238,84 Hz era não-síncrona, pelo que a mesma não seria a frequência pulsatória, a qual é característica deste tipo de máquinas.
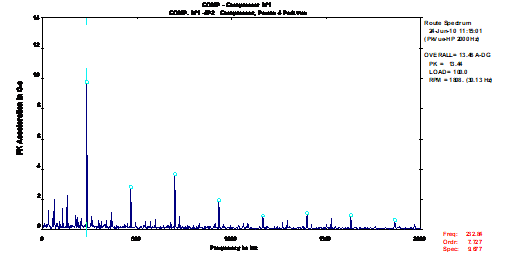
Figura 7— Caso 1 – Análise de vibrações em compressores – compressor volumétrico – Espectro de PeakVue registado no elemento compressor
Caso 2 – Recomendação efetuada
Face a tudo o que foi exposto, recomendou-se a revisão geral da máquina, incluindo a substituição dos rolamentos do motor.
Caso 2 – Medições depois da intervenção
Na inspeção programada efetuada após a revisão da máquina constatou-se:
- O desaparecimento das frequências associadas ao desenvolvimento de anomalias nos rolamentos do motor (Figura 8);
- A diminuição significativa das amplitudes dos parâmetros definidos para monitorizar as emissões de altas frequências no elemento compressor;
- O desaparecimento da frequência de 238,84 Hz e harmónicas nos espectros de PeakVue recolhidos no elemento compressor (Figura 9).
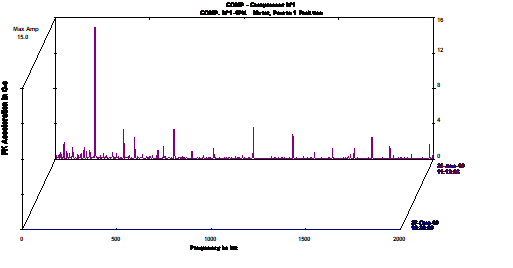
Figura 8— Caso 1 – Análise de vibrações em compressores – compressor volumétrico – Espectros de PeakVue registados antes e após a substituição dor rolamentos do motor
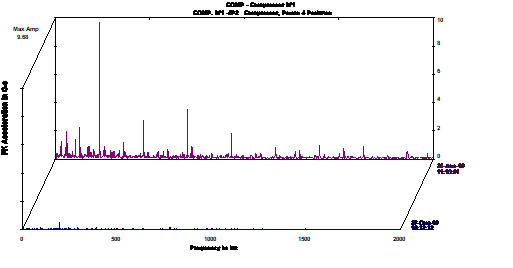
Figura 9— Caso 1 – Análise de vibrações em compressores – compressor volumétrico – Espectros de PeakVue registados antes e após a revisão do elemento compressor
Caso 2 – Conclusão – compressor de ar de parafuso
Apesar da inexistência de dados técnicos que permitissem caracterizar as frequências típicas da máquina, através da monitorização dos parâmetros vibratórios, é possível identificar antecipadamente o desenvolvimento de anomalias, evitando a ocorrência de avarias catastróficas e assim minimizar os custos de manutenção.